Контакты ι История сайта ι Карта сайта ι Форум ι |
||
::.:.:.. ..:.::..:.::Мастерская::.:..::.:.. ..:.:.::
18) Выплавка грузил >>> 19) Донная жерлица для ловли щуки >>> 20) Изготовление металлических блёсен >>> 21) Оснастка вращающихся блёсен >>> 23) Серебрение блёсен и мормышек >>> 24) Изготовление девонов >>> 25) Изготовление плоских девонов >>> 26) Приманки из дерева >>> 
|
|
|
Примеры изготовления блёсен Метод выбивания. Несколько слов о подготовительных операциях. Латунный или медный лист, из которого выбивают блесну, должен быть отожжён. Если на внешней поверхности будущей блесны предполагается создать рисунок чешуи, жаберной крышки и глаза, который наносят специальными насечками, то всё это делают до выбивания блесны. Рисунок можно нанести также вытравливанием или химическими «красками», но уже на выбитой и обработанной блесне. Заготовку блесны вырезают по контуру образца с припуском 1,5—2 мм. Для изготовления блесны, изображённой на Рис. 1. необходимо иметь матрицу из дерева или пластмассы с тремя углублениями. 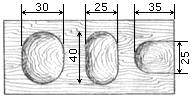 Рис. 1. 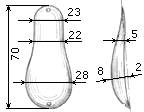 Рис. 2. 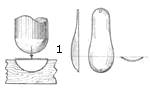 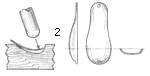  Рис. 3. а 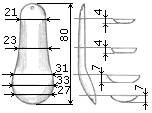 б
б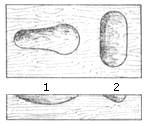 в в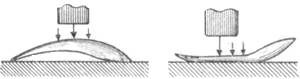 Рис. 4. Рассмотрим особенности обработки такой блесны с гофрированной поверхностью в хвостовой части. Хвостовую часть блесны кладут на специально подготовленную матрицу (считаем, что в заготовке углубление сделано) с продольными выемками, соответствующими будущему гофру блесны (рис. 5).  Рис. 5. Выдавливание правилками.Как уже было сказано, при опробованной блесне по этому методу лучше сделать пластмассовую матрицу. Однако за неимением пластмассы можно обойтись и деревянной. При изготовлении этим методом блесны типа «Байкал» заготовку вырезают из отожженной латуни или меди толщиной 0,4—0,6 мм с припуском 1,5—2 мм. Заготовку точно фиксируют штифтами над углублением матрицы и лишь после этого выдавливают блесну (Изготовление металлических блёсен). Выдавливание блесны ведут сначала правилкой большого диаметра, а затем по мере надобности диаметр правилок уменьшают. При выдавливании блесны «Байкал» можно обойтись одной самой крупной правилкой. Когда заготовка всей поверхностью «сядет» в углубление матрицы, выдавливание заканчивают. Края блесны запиливают. Поверхность шлифуют и полируют. Сверлят отверстия для посадки лепестка блесны на стержень. Блесну серебрят или пассивируют. Добычливая блесна, названная автором «Гранёная» (рис. 6, а), имеет на своей поверхности грани. Рассмотрим, как делают гранёную поверхность. а 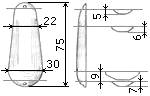 б
б Рис. 6. Блесны за 5 минут!>>> Оснастка вращающихся блёсен>>> Изготовление вращающихся блёсен>>> Утяжеление сердечника вертушки>>> Уловистая блесна на щуку>>> |
||
Контакты ι История сайта ι Карта сайта ι Форум ι |
||