Контакты ι История сайта ι Карта сайта ι Форум ι |
||
::.:.:.. ..:.::..:.::Мастерская::.:..::.:.. ..:.:.::
16) Сигнализатор поклёвки >>> 17) Cамодельная кормушка >>> 18) Выплавка грузил >>> 19) Донная жерлица для ловли щуки >>> 21) Оснастка вращающихся блёсен >>> 22) Примеры изготовления блёсен >>> 23) Серебрение блёсен и мормышек >>> 24) Изготовление девонов >>> 
|
|
|
Изготовление металлических блёсен. Методы изготовления блёсен. Изготовление искусственных рыболовных приманок, в том числе и металлических блёсен, не требует от рыболова особой квалификации. Не требуется также специального инструмента и приспособлений. Каждый может, получив небольшой навык, изготовить не только известные приманки, но и сконструированные лично им. Любительских методов изготовления металлических блёсен много. Рассмотрим некоторые из них. Метод 1. Матрицу отливают из свинца, а пуансон - по матрице из более легкоплавкого металла или сплава (припоя). В металлическую коробочку, размером несколько большим чем блесна, до половины наливают расплавленный свинец. Блесну, которую необходимо скопировать (или модель новой блесны из алюминия), вдавливают в ещё не затвердевший свинец так, чтобы она погрузилась в него всей выпуклой поверхностью. Когда свинец полностью остынет, блесну извлекают и проверяют чёткость отпечатка. Если он неудачен, то процесс повторяют до получения чёткого отпечатка.
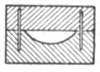
Недостатки метода: невозможность изготовления блёсен из толстого листового металла; большой процент брака (перекосы, «гармошки» и т. п.); для изготовления новых блёсен нужна модель, т.е. оригинал блесны. Достоинства: относительно высокая точность копирования блёсен; лёгкость изготовления инструмента - матрицы и пуансона (этого инструмента хватает, чтобы изготовить до полутора десятков блёсен). Метод 2.Матрицу делают из дерева, а пуансон из олова, припоев, типографского сплава (гарта) и т. п. Древесина для изготовления матрицы должна быть довольно твёрдой. Лучше всего для этих целей подходит бук, можно использовать и дуб. В деревянном бруске с помощью полукруглых и плоских стамесок делают углубление, соответствующее внешней поверхности будущей блесны. Контроль готовности углубления матрицы ведут так. В углубление запрессовывают пластилин и затем осторожно его извлекают. По оттиску судят о готовности матрицы. Когда углубление матрицы будет готово, его покрывают графитом. Пуансон делают так же, как и в первом методе, да и процесс изготовления блесны тоже ничем не отличается. К матрице же силикатным клеем приклеивают бумажный буртик. Недостатки метода: большой процент брака; недолговечность матрицы (разрушается после получения 5—10 блёсен); низкая точность копировки блесны; нельзя делать блёсны из толстого металла. Достоинства: относительная лёгкость изготовления инструмента; возможность изготовления новых блёсен (можно фантазировать на ходу). Метод 3. Матрицу делают из дерева, а вместо пуансона применяют несколько специальных правилок. Матрицу изготавливают так же, как и во втором методе. Правилки представляют собой отрезки металлического пруткового материала диаметром 4, б, 8 и 10 мм, закруглённые на рабочем конце (рис. 2, а).
а Недостаток метода: нельзя делать блёсны из металла толще 0,5—0,7 мм. Достоинства: относительная лёгкость изготовления инструмента; можно делать новые блёсны; почти нет брака; при изготовлении блёсен можно по ходу работы вносить коррективы. Метод 4. Матрицу изготавливают из дерева. Роль пуансона выполняют специальные бойки. Бойки похожи на правилки предыдущего метода, но их делают из более толстого пруткового материла диаметром 20, 25 и 30 мм. Конец одного бойка делают сферичным или гранёным (рис. 3).
Рис. 3.
Недостатки метода: есть небольшой процент брака; низкая точность копировки блёсен. Достоинства: лёгкость изготовления инструмента; можно конструировать и изготовлять новые блёсны; можно применять металл любой толщины; лёгкость изготовления блёсен; при работе можно на ходу вносить коррективы в форму блёсен. Рассмотрев четыре основных метода изготовления блёсен, необходимо сделать небольшое отступление для разговора о новейших материалах, идущих на приготовление инструмента. Свойства некоторых пластмасс во много раз превосходят свойства древесины и некоторых металлов. Лёгкость изготовления из самотвердеющих пластмасс инструмента и оснастки (а в дальнейшем, мы увидим, и самих приманок) делают эти пластмассы очень перспективными. Эпоксидная смола холодного отвердения имеет высокие механические качества. При замешивании смолы для экономии в неё можно в определённой пропорции добавлять наполнитель (окись алюминия, тальк, песок, цемент) что одновременно несколько повышает её прочность. Феноло-формальдегидно-полиамидные смолы несколько хуже по механическим данным, чем эпоксидные. В процессе отвердения отливку из смолы необходимо выдерживать в среде с повышенной температурой. Акрилопласты составляют особую группу пластмасс, отличающихся лёгкостью изготовления форм и высокими механическими качествами. К акрилопластам относятся также пластмассы: АСТ-Т, стиракрил, протакрил, родонт, норакрил, стадонт и др. Рассмотрим теперь возможность применения пластмасс в уже приведённых методах изготовления блёсен. В первом методе матрицу и пуансон делают из пластмассы. Подготовленную сметанообразную пластмассу АСТ-Т заливают в коробочку до половины и в ней делают оттиск блесны. Поверхность последней смазывают мыльным раствором или раствором воска в скипидаре. Примерно через час, когда матрица из пластмассы затвердеет, блесну извлекают. Поверхность матрицы смазывают мыльным или восковым раствором. После высыхания такого разделительного слоя сверху на матрицу заливают вторую порцию сметанообразной пластмассы. После затвердения — инструмент готов. Во втором методе из пластмассы делают пуансон, а матрицу из древесины. В третьем и четвёртом методах матрицу делают из самотвердеющей пластмассы. При конструировании новых блёсен модель делают в натуральную величину из воска, парафина или стеарина, а затем делают оттиск такой моделью на пластмассе, т. е. воспроизводят матрицу по модели. Кроме рассмотренных четырёх методов изготовления блёсен есть и другие, но более трудоёмкие при изготовлении инструмента. Например, метод, когда паунсон делают из стали, а матрицу выбивают самим пунсоном в свинце. Здесь изготовление пуансона трудоёмкий процесс, требующий квалификации. Метод, где пуансон стальной, а матрицу выливают из силумина (алюминия и т. д.) тоже труден в исполнении. Становится ясно, что в каждом отдельном случае выбирают наиболее подходящий метод. Например, для изготовления блесны по образцу используют первый метод (или третий и четвёртый при пластмассовой матрице). Для изготовления новых блёсен пользуются третьим и четвёртым методами. Оснастка вращающихся блёсен>>> Изготовление вращающихся блёсен>>> Утяжеление сердечника вертушки>>> Уловистая блесна на щуку>>> Блесны за 5 минут!>>> |
||
Контакты ι История сайта ι Карта сайта ι Форум ι |
||

 б
б

