Контакты ι История сайта ι Карта сайта ι Форум ι |
||
::.:.:..
..:.::Изготовление
мормышек::.:..
..:.:.:: 1) Конструкция мормышек >>> 2) Изготовление мормышек >>> 3) Изготовление мормышек с оболочкой >>> 4) Изготовление мормышек почти всех форм и конфигураций >>> 5) Изготовление двусторонней мормышки >>> 6) Метод копирования мормышек с последующим выдавливанием >>> 7) Изготовление летних мормышек >>> |
|
|
Изготовление мормышек 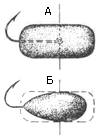 Рис. 1. Состав застывает, после чего приступают к изготовлению модели. Скальпелем или острым ножом срезают излишки воска, постепенно приближая контуры модели к нужной (рис. 1, б). К концу операции во избежание ошибки съём излишков производят скоблением поверхности модели ножом.  Рис. 2. Готовая модель (рис. 2, а) имеет следующие пропорции (для мормышек, применяемых с насадками). Струна должна идти под углом 90° к цевью крючка и проходить примерно посередине тела мормышки (через центр тяжести, учитывая насадку). Крючок ставят в модель так, как показано на рис. 2, а. В безнасадочной мормышке (рис. 2,6) струна, которая определяет отверстие для крепления лески, должна находиться под углом 40—50° к цевью крючка и самой мормышке и проходить по возможности точно через центр тяжести. Особенно тщательно ставят крючок. От этого во многом зависит её уловистость (будет меньше сходов). Когда нет нужных крючков, рыболовы изготовляют их сами или переделывают подходящие покупные. Форму для литья мормышек делают на основе силикатного клея, замешивают в нём окись цинка, тальк, окись магния или другие наполнители. В исключительных случаях применяют медицинский гипс, замешенный на столярном клее. В подходящую картонную коробочку (её можно склеить из плотной бумаги) заливают до половины подготовленную композицию. Смазанную мылом модель погружают наполовину вместе со струной (проволочкой). В стенке коробочки с одной стороны нужно сделать отверстие для струны, с другой — прорезь (рис. 3). 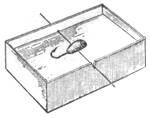
Рис. 3. Образовавшийся на поверхности мениск осаждают постукиванием коробочки о ровную поверхность или вынимают небольшое количество композиции из уголков формы. После отливки первой половины формы её сушат и промазывают поверхность густым мыльным раствором. Вторую половину формы отливают так, как это было описано выше. В ней делают литниковое отверстие и выпор (желобок для отвода воздуха). Распространённым металлом для литья является свинец. Однако мормышки из свинца быстро покрываются тёмно-серой плёнкой окислов. Более подходящим материалом может быть припой ПОС-18. Блеск этого сплава свинца (82%) и олова (18%) сохраняется дольше, чем у чистого свинца. Другие паяльные припои марок ПОС-30, ПОС-40, ПОС-61, хотя и обладают лучшими «блестящими» свойствами, но удельный вес их мал, и поэтому они годны только для изготовления крупных мормышек. Хорошими свойствами обладает типографский сплав — гарт, однако приобрести его довольно трудно. Если же у рыболова есть в наличии сурьма, то он может изготовить сплав, близкий по свойству гарту. Сплавляют 15—20% сурьмы с 85—80% свинца. Отличным материалом для литья мормышек считают легкоплавкий зубопротезный припой. Он имеет большой удельный вес, хорошо и долго блестит не тускнея и замечательно льется в форму. На рис. 3 изображена так называемая однопозиционная форма. Удобнее применять многопозиционную форму (рис. 4), с помощью которой за один приём можно отлить несколько (в нашем случае три) мормышек. 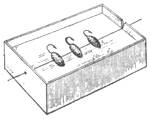 Рис. 4. Необходимо отметить, что при копировании имеющихся в наличии мормышек, их можно использовать как модели при отливке формы. В этом случае отпадет относительно трудоёмкий процесс изготовления модели. Сам процесс литья в форму не представляет особой трудности, однако и здесь имеются некоторые особенности, которые необходимо знать. Тигель (металлическая баночка с проволочной ручкой) должен обязательно иметь носик. Можно пользоваться и специальной плавильной ложкой (рис. 5), которую применяют в зубопротезировании.  Рис. 5. При литье заранее отвешивают известное количество литьевого материала, чтобы уменьшить вероятность пролить расплавленный металл и тем самым устранить опасность ожогов. Расплавленный металл металлической пластинкой очищают от плёнки и шлаков, образующихся на его поверхности. В форму закладывают крючки и отрезок струны, который должен проходить через петельки крючков. Струну промазывают графитовой пылью. Подготовленный металл заливают в форму. После остывания её раскрывают и извлекают готовые мормышки. Бокорезами или кусачками удаляют излишки металла, получившиеся от литника и выпора. Мормышку слегка зашкуривают и обрабатывают иголкой до зеркального блеска. Такая обработка мормышек, изготовленных из любых материалов, даёт особые преимущества — мормышка длительное время не окисляется. Энциклопедия рыболова |
||
Контакты ι История сайта ι Карта сайта ι Форум ι |
||